
19-06-2026
Color Attributes: Hue, Chroma and Lightness in Industrial quality control

When a company decides to establish a color standard for its products, it must answer a seemingly simple question: how can a color be described accurately?
The answer is not as intuitive as it may seem, because color is not a single measurable quantity. Instead, it is the result of the combination of several distinct color attributes, each with its own specific physical and perceptual meaning.
Understanding these attributes is the first step toward being able to measure, communicate and control color in a consistent, objective and repeatable way.
What are the three perceptual attributes of color?
Modern colorimetry, according to the definitions established by the CIE (Commission Internationale de l’Éclairage), describes any color through three fundamental and independent attributes: hue, chroma and lightness.
These three parameters, also known as color attributes, form the basis of all major color spaces used in scientific and industrial applications, including the Munsell system and the CIE L*C*h° and CIE L*a*b* color spaces.
Hue
Hue is the attribute that allows colors to be distinguished into perceptual categories such as red, yellow, green or blue. In colorimetric terms, hue represents the component that identifies the color family to which a color belongs and describes its position within the visible color spectrum.
In the CIE L*C*h° color space, hue is expressed by the h° (hue angle), ranging from 0° to 360°, where 0° and 360° correspond to red, 90° to yellow, 180° to green and 270° to blue.
In industrial quality control, hue variation is often the most critical anomaly to detect because it is the difference most readily perceived by the human eye.
Even a small difference in hue angle between two samples of the same nominal color can make components appear visually inconsistent.
The significance of hue in manufacturing environments is therefore closely linked to visual consistency across production batches and supply sources.

Chroma
Chroma describes the vividness or intensity of a color relative to a neutral gray of the same lightness. In other words, it expresses how “pure” or “gray” a color appears.
In the CIE L*C*h° color space, the chroma value corresponds to the distance from the center of the chromatic plane: a high chroma value indicates a vivid and saturated color, while a low chroma value indicates a duller, more desaturated appearance.
It is important to distinguish chroma from saturation, two related but distinct concepts in colorimetric practice:
- Chroma is an absolute measure of color intensity, independent of the sample’s lightness. It is the parameter used in CIE systems and industrial quality control processes because it enables objective comparisons between colors with different lightness values.
- Saturation is a relative measure: it expresses color intensity in relation to the lightness of the color itself. Two samples with the same chroma but different lightness values will have different saturation levels.
- In industrial applications, chroma is the preferred parameter for color specification and control because it provides repeatable comparisons that are independent of lighting conditions.
In everyday language, terms such as saturated color and color saturation are commonly used to describe the visual intensity of a color.
However, in industrial processes where instrumental color measurement is required, it is more appropriate to refer to chroma in order to ensure consistent and repeatable results.

Lightness
Lightness expresses how light or dark a color appears, regardless of its hue and chroma. In the CIE L*a*b* color space, this attribute corresponds to the L* (Lightness) coordinate, which ranges from 0 (absolute black) to 100 (perfect white).
Lightness is the attribute most directly related to the amount of light reflected by a surface and has a significant influence on the overall perception of color.
Color gradations, meaning the perceptual variations of a color along the lightness axis, are particularly important in industries such as construction, interior design and fashion, where differences between lighter and darker versions of the same hue have a direct impact on the appearance of the finished product.

The color plane: representing color attributes in colorimetric models
The three color attributes can be represented graphically through three-dimensional models known as color spaces, where each point corresponds to a unique and measurable color.
The color plane is the horizontal section of these models at a given lightness level and allows the simultaneous visualization of variations in hue and chroma for all colors sharing the same lightness value.
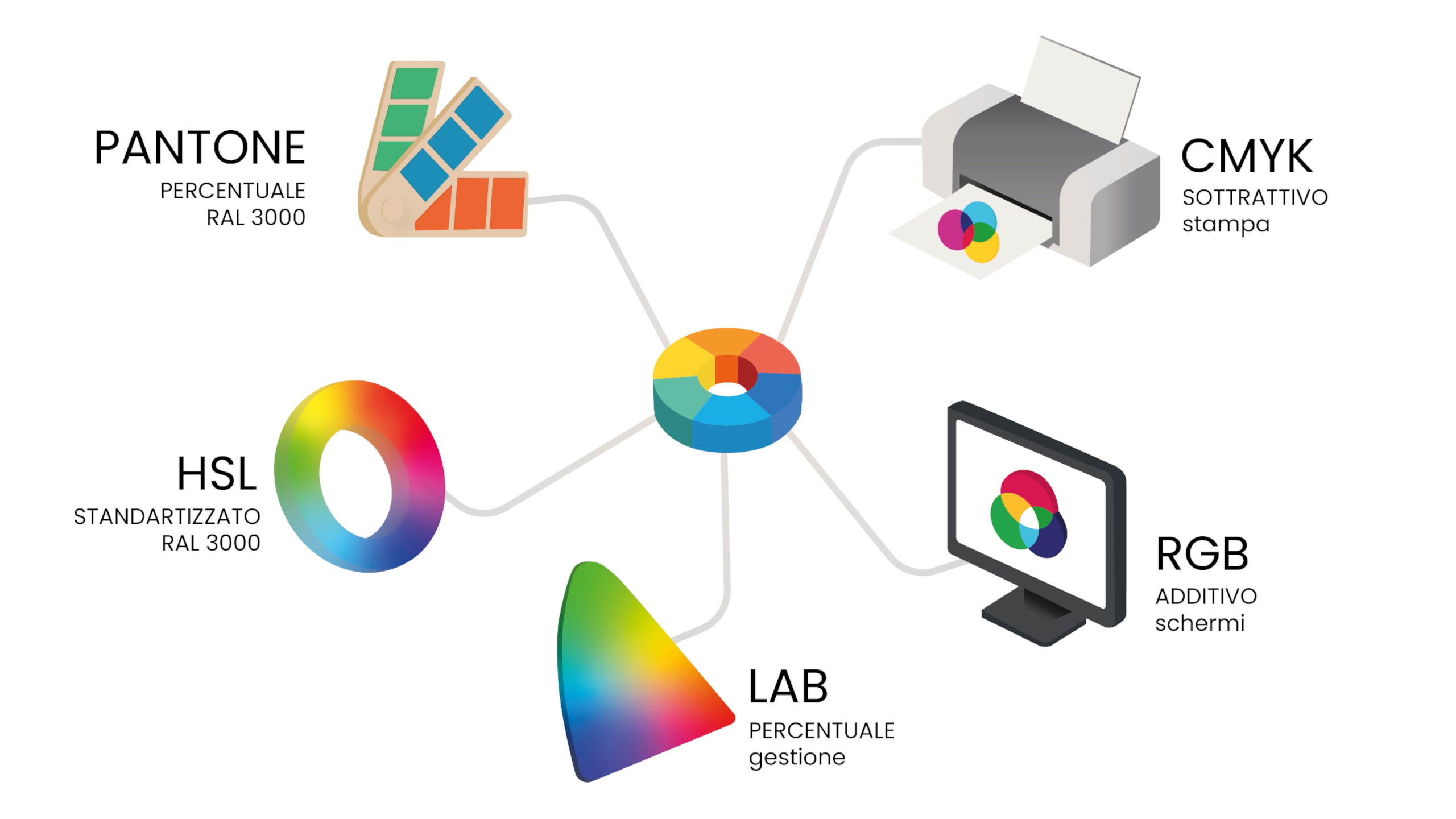
The most widely used models in industry are:
- CIE L*a*b* (CIELAB): a three-dimensional color space in which L* represents lightness, while a* and b* represent the chromatic components (green-red and blue-yellow). It is the reference standard for color quality control across many industrial sectors.
- CIE L*C*h°: the cylindrical representation of the same CIELAB space, in which chroma and hue are expressed using polar coordinates. This system makes the interpretation of color attributes more intuitive and facilitates communication between technical and non-technical teams.
The choice of model depends on the specific application and the tools available. However, in industrial environments, CIELAB and its variant CIELCh are the systems recommended by international standards ISO 11664-4 and ISO 7724 for color specification and control.

Impact of color attributes on industrial operations
For an industrial company, managing color attributes is not a secondary aspect of the production process: it is a variable that directly affects product conformity, customer satisfaction and the costs of poor quality.
Undesired variations in hue, chroma or lightness between different production batches or between components supplied by different vendors can lead to rejects, rework and commercial disputes.
The main areas in which color attributes have a significant operational impact include:
- Incoming quality control: verifying that purchased materials (pigments, resins, textiles and coatings) comply with established color specifications.
- Color management in production: continuous monitoring of color parameters throughout the production line to ensure consistency among parts belonging to the same batch.
- Sample and standard approval: defining master samples and acceptable tolerances expressed in terms of ΔE (total color difference) or in terms of individual attributes such as ΔL*, Δa*, Δb*, ΔC* and Δh°.
- Communication with suppliers and subcontractors: using numerical color specifications that can be shared clearly and unambiguously, overcoming the limitations of visual evaluation.
The ability to break down a color difference into its three attributes—how much the hue differs, how much the chroma differs and how much the lightness differs—is essential for identifying the root cause of a color-related issue and taking the appropriate corrective action within the process.
For example, a hue deviation may indicate a pigment formulation issue, while a lightness deviation can be associated with variations in coating thickness or substrate porosity.
Tools and software for measuring and controlling color attributes
The objective measurement of color attributes (hue, chroma and lightness) requires instruments capable of quantifying the light reflected or transmitted by a surface and converting it into colorimetric coordinates.
The human eye is subject to variability, fatigue and individual perceptual differences: only instrumental measurement can provide repeatable and comparable data over time and across different operators.
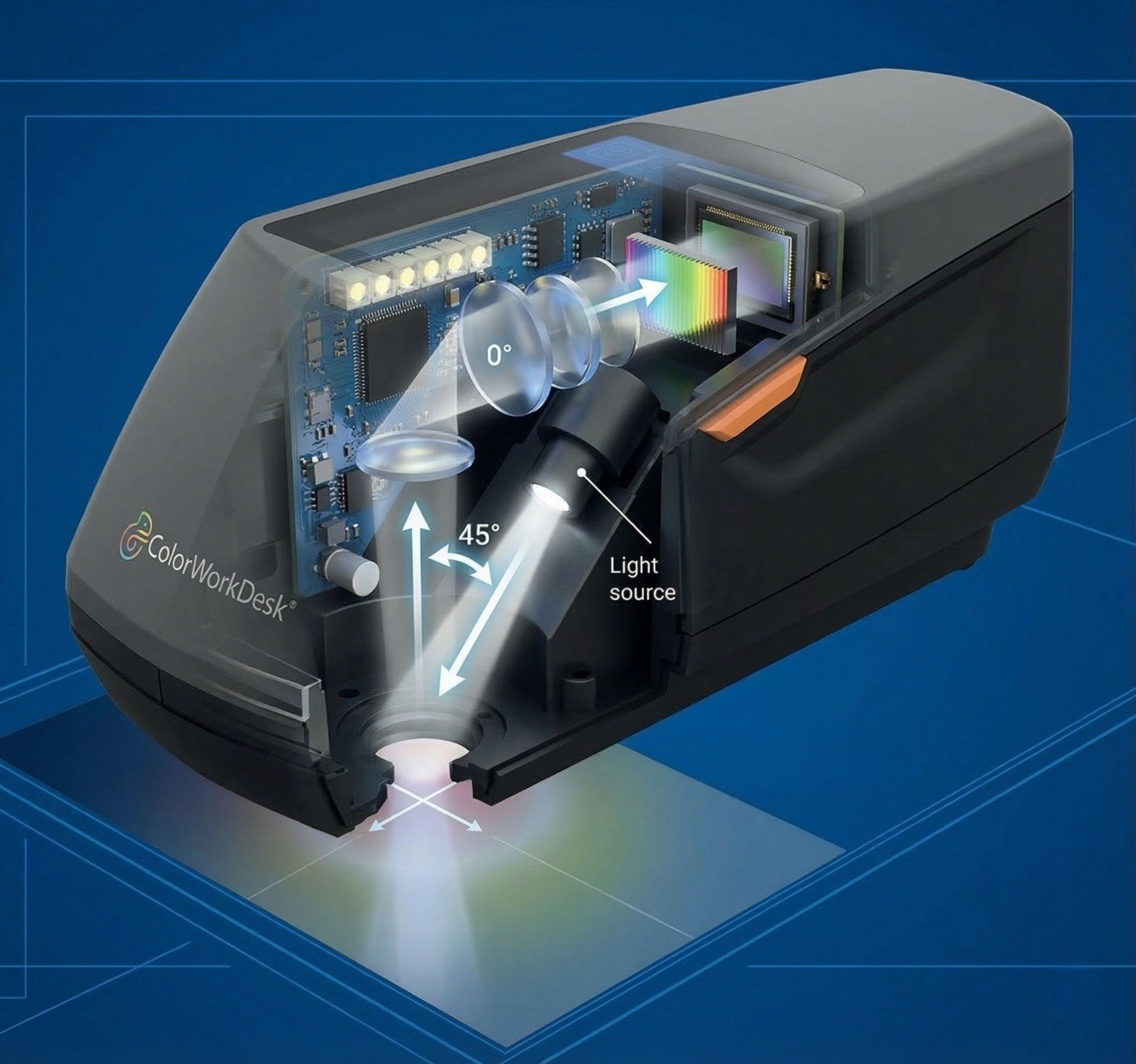
A spectrophotometer is the reference instrument for professional color control in industrial applications.
Unlike colorimeters, which measure color through only three channels (RGB or XYZ), a spectrophotometer captures the full reflectance spectrum of a sample, typically between 400 and 700 nm, and accurately calculates CIE L*a*b*, L*C*h° coordinates and all derived color attributes.
This makes it possible not only to detect very small color differences, but also to identify their nature (differences in hue, chroma or lightness) and compare the data under any CIE standard illuminant or standard observer.
Depending on production requirements and the intended application, spectrophotometers can be divided into several categories:
- Benchtop spectrophotometers: ideal for research and development laboratories, they provide the highest level of precision and repeatability thanks to controlled measurement conditions. They are the preferred instruments for master sample approval, standard definition and color formulation management.
- Portable spectrophotometers: ideal for quality control laboratories, they enable measurements to be taken directly on the production floor or in warehouses, allowing in-line control of color attributes without the need to remove and transport samples.
- Color management software: integrates spectrophotometer measurements into quality control systems that allow users to store color standards, calculate color differences for individual attributes, generate reports and manage acceptance tolerances.
Data collected by the spectrophotometer are processed within color spaces such as CIELAB and CIELCh, allowing operators to immediately view the sample’s L*, C* and h° values and compare them with the reference standard.
The software automatically calculates differences in individual attributes (ΔL*, ΔC*, Δh°) as well as the total color difference ΔE, making it possible to determine whether the sample falls within acceptable tolerances.
Application sectors and critical color attributes
Color attribute control is relevant across almost every manufacturing industry, but the relative importance of each attribute varies significantly depending on the product and production process.
Understanding which attribute is most critical within a specific sector makes it possible to define appropriate tolerances and focus quality control activities on the variables that present the highest risk.
Industrial coating and automotive applications
In this sector, consistency between assembled parts (body panels, bumpers, mirrors) is the primary requirement. The most critical attribute is hue (h°), since even small differences in hue angle become immediately noticeable when adjacent surfaces are viewed together.
Chroma is equally important for metallic and pearlescent colors, where variations in intensity can alter the perception of brightness and visual effects. Colors and hues in this sector must also be evaluated according to the illumination angle (multi-angle geometry).
Plastics and packaging
In the plastics and packaging industry, lightness (L*) is often the most variable attribute because it depends on the amount and distribution of pigments within the material, as well as on the opacity or transparency of the substrate.
Variations in lightness between packages of the same product displayed on a shelf are perceived by consumers as quality defects and can negatively affect brand recognition.
Textiles and fashion
The textile industry relies heavily on all three color attributes. Hue is critical when producing coordinated garments across multiple suppliers; chroma determines color vividness and commercial appeal; and lightness is particularly important for dark and neutral shades, where even small value differences can alter color perception.
Color gradations, understood as a sequence of lightness values within the same color family, are a fundamental design element in seasonal collections.
Cosmetics, pharmaceuticals and food
In these sectors, color control has both aesthetic and regulatory implications. In cosmetic products (foundations, lipsticks, nail polishes), hue and chroma define the color identity of the product and must remain consistent from batch to batch. In pharmaceutical applications, the color of tablets and capsules is often used as a compliance indicator and must meet very strict specifications.
In the food industry, lightness and hue are important indicators of freshness and perceived quality.

Measuring color attributes to ensure quality
Color attributes are not abstract concepts reserved for research laboratories: they are the operational variables through which industrial companies define, control and communicate the color of their products.
Understanding the meaning of each attribute, knowing how to distinguish chroma from saturation, and understanding the color plane as a representation tool are the foundations of an effective and measurable color quality control system.
In a manufacturing environment increasingly focused on objective quality and standardized communication with suppliers and international customers, the availability of professional tools such as spectrophotometers, color management software and standard management systems makes the difference between approximate color management and a truly controlled process.
Companies that work with precise color specifications based on recognized CIE and ISO standards reduce non-conformities, accelerate sample approval processes and build stronger relationships throughout the supply chain.
Understanding color attributes is the starting point. Measuring them with the right tools is what turns that knowledge into a tangible competitive advantage.
Subscribe to newsletter
You might be interested
The Densitometer in ink control: measurement, operation, and applications in industrial printing
The ability to accurately measure ink behavior during the printing ...

Metamerism: what It is and how It affects Colour Control
In the field of industrial colorimetry, metamerism represents one of ...
Colour Models in Industry: the science behind chromatic perfection
Colour communication represents a fundamental challenge for companies operating in ...

Colour Perception: from physiology to Industrial standardization
Colour perception represents one of the most complex phenomena in ...

ColorWorkDesk: A Guide to Colour Formulation in Colourimetry
Colour is everywhere around us—in the clothes we wear, the ...
Ask for a free consultation
Our experts will contact you to show you a demo of our products
