
12-05-2026
Color Mixing and Color Correction in Industrial Processes

Color mixing and color correction are two essential operations in any industrial process that requires color consistency, batch repeatability, and compliance with quality standards.
From paint manufacturing to industrial printing, from textiles to plastics, achieving the correct color on the first attempt is not just an aesthetic matter: it is a technical variable with a direct impact on costs, waste, and production times.
This article explains how these two processes work, the tools required, and their practical applications in industrial environments.
What is Color Mixing in an industrial context
In industrial applications, color mixing is not limited to the empirical combination of pigments: it is a structured process that starts from a defined color recipe, expressed in terms of dye or pigment concentrations, and results in a final product with precise and verifiable spectrophotometric characteristics.
The core of this process is color formulation, namely the phase in which the optimal proportions of each component are determined to achieve the target shade.
In a paint manufacturing plant, for example, formulation is managed through dedicated software that takes into account the substrate, the available pigments, the final surface appearance, and production costs.
The goal is not only to achieve the desired shade, but to do so while minimizing rework and optimizing raw material consumption.
From an industrial perspective, the color database is not simply a visual guide: it is a structured archive of color recipes, each associated with standardized color coordinates and the most common color systems (RAL, NCS, etc.), together with the technical parameters required for reproduction.
These archives make it possible to accurately reproduce a shade months later or across different production plants, ensuring consistency between production batches.
The key elements of an industrial color recipe include:
- Reference color code (e.g. NCS S 4040-R or RAL 5015) and target CIELAB values,
- Percentage composition of pigments or base colorants,
- Substrate and expected application conditions,
- Permitted color tolerances expressed in Delta E units,
- Cost data per produced unit, useful for the economic optimization of recipes.

Additive and subtractive Color Mixing: differences and applications
Understanding the difference between additive and subtractive color mixing is essential for choosing the correct approach based on the application context. The two systems operate on distinct physical principles and are used in different production sectors.
Additive color mixing involves the combination of colored light: by adding the light emissions of the primary colors — red, green, and blue (RGB) — progressively lighter shades are obtained up to white.
This principle forms the basis of industrial lighting systems, digital displays, visual inspection systems, and standardized viewing booths used to simulate the observation conditions of a finished product.
Subtractive color mixing, on the other hand, involves the combination of pigments or inks, where each colorant absorbs (subtracts) certain wavelengths of light. The subtractive primary colors are cyan, magenta, and yellow (CMY), with black added in printing applications (CMYK model).
This is the system adopted in processes such as:
- Paint and coating production, where pigments are mixed into liquid bases,
- Offset and flexographic printing for packaging and printed materials,
- Dyeing of fabrics and yarns in the textile industry,
- Coloring of plastics in molten form during molding processes.
In industrial settings, the distinction between the two systems is not merely theoretical: an incorrect color model setup during formulation can lead to color matches that are physically impossible to reproduce, resulting in wasted material and time.

Tools, software, and apps for Color Mixing
Industrial color mixing requires an integrated system of hardware and software tools that covers the entire workflow: from target color measurement to recipe generation, through to verification of the produced batch and its repeatability over time.
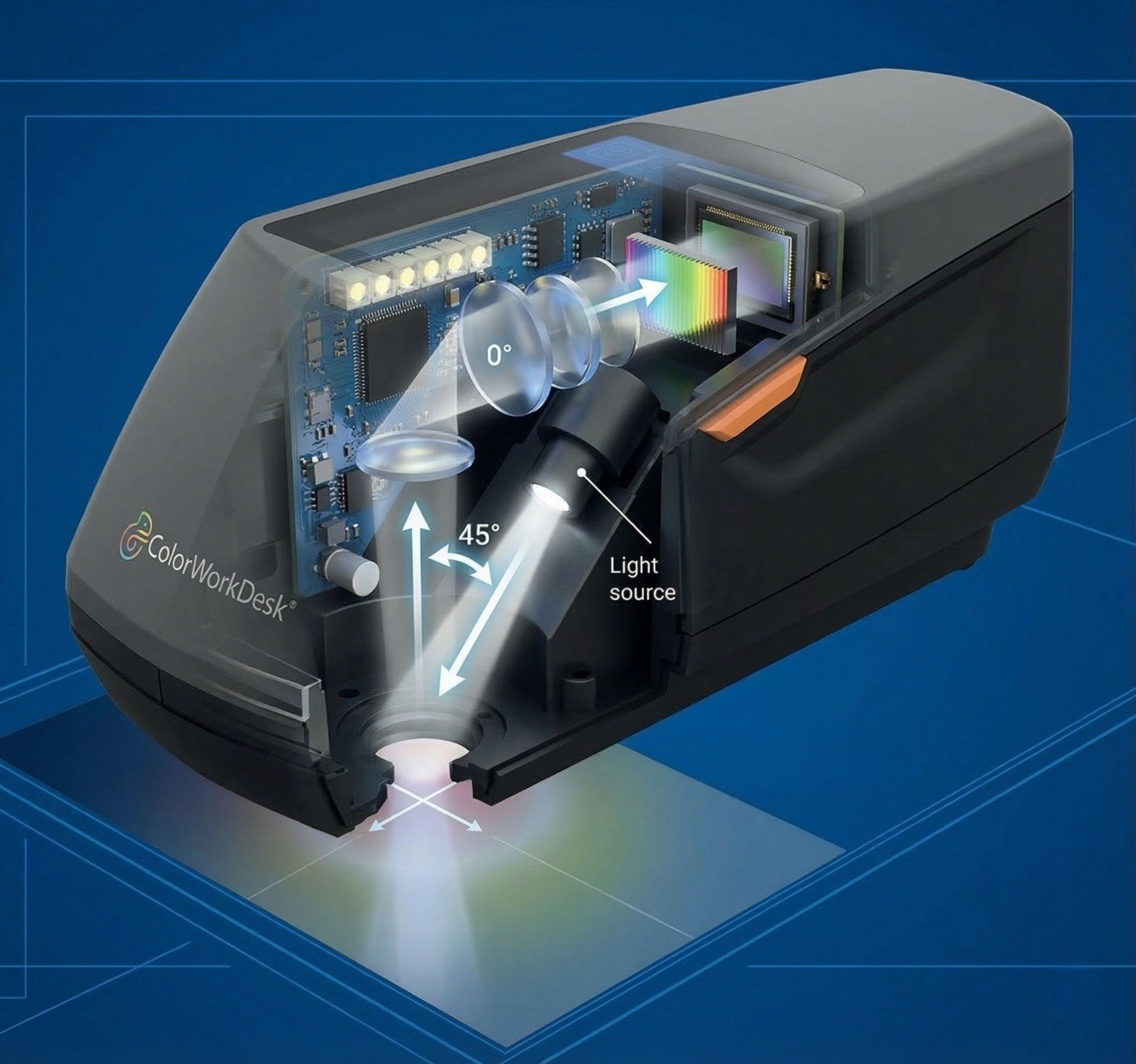
The spectrophotometer is the reference instrument for color measurement. Unlike a colorimeter, which returns only three values (X, Y, Z or L*, a*, b*), the spectrophotometer measures the reflectance or transmittance of the object across the entire visible spectrum, typically from 400 to 700 nm with 16 or 31 measurement points.
This data is essential for color formulation, because it allows the selection of the pigment combination that faithfully reproduces the spectral profile of the target sample, not just its appearance under a light source.
Instruments such as those distributed by ColorWorkDesk make it possible to acquire data in formats compatible with the main formulation software, accelerating recipe development in the laboratory.
Color formulation software processes spectrophotometric measurements to generate recipes optimized in terms of color accuracy and cost.
Main features include:
- Formulation of pigment quantities starting from target measurements,
- Economic or performance optimization of recipes (replacement of expensive pigments with less costly equivalents while maintaining the same result or using pigments with specific technical properties),
- Management of recipe databases and historical archives of produced batches,
- Metamerism simulation to verify color stability under different light sources.
For production applications, automated dispensing tools such as tinting machines or assisted weighing systems are also available, converting recipes into precise dosing operations and reducing human error during the mixing phase.

Application sectors for Color Mixing
Industrial color mixing is used in numerous manufacturing sectors, each with specific technical requirements related to substrates, production processes, and industry standards.
In the paint and coatings sector, color mixing takes place both in the R&D laboratory during recipe development and directly in production through automatic and manual tinting systems.
A wall paint manufacturer, for example, must ensure that a shade produced in different plants or at different times of the year appears identical to the end user, an objective that requires recipes calibrated on specific pigment batches and updated whenever raw materials or color yield change.
In the textile industry, color mixing concerns the dyeing phase. A company producing yarns for clothing must comply with the color specifications of the sample approved by the customer (the so-called “color standard”), with tolerances that can be extremely tight, often Delta E < 1.0 according to the CIE 1976 scale. Failure to meet tolerances may result in the rejection of the entire batch. Another key parameter in the textile sector is CMC or the 555 determination.
In the plastic molding sector, color is introduced into the material in molten form through masterbatch or powder pigments. Variability in the thermal process can alter the final shade, making systematic measurement of production samples necessary to verify correspondence with the approved target.
Industrial digital and offset printing also relies on primary color mixing processes to generate the tones of the final product, with color gamut management through ICC profiles and standards such as ISO 12647 for commercial printing.

What is Color Correction and how does It work in industrial processes
Color correction is the process through which the chromatic composition of a product or process is modified in order to bring it back within the tolerances defined by a standard.
It differs from color mixing because it intervenes on a color that has already been produced or measured, with the goal of eliminating the deviation from the target.
Function in production processes
In production, color correction is a quality control tool that makes it possible to recover out-of-spec batches before they become final waste.
It operates on two levels:
- during the process itself (inline correction, when technically possible),
- or after production (batch correction through the addition of corrective components).
The key concept governing industrial color correction is Delta E (ΔE), namely the color difference calculated in the CIELAB color space between the measured sample and the reference target.
The main industry standards define specific acceptance thresholds:
- Delta E < 0.5: imperceptible or acceptable difference in high-precision applications (cosmetics, automotive, aerospace)
- Delta E 0.5 – 2.0: acceptable difference in many standard industrial contexts (industrial coatings, wall paints, packaging, inks)
- Delta E > 2.0: out-of-spec product, generally unacceptable
Today, in the most advanced facilities dealing with color, acceptance and tolerances are often linked to two DE factors, since colorimetric indexes more consistent with human visual perception are used.
Furthermore, the choice of tolerances is highly specific and must take into account the production environment, the target market, and the manufacturing process.
An excessively strict tolerance may become an obstacle for production and quality control, while an excessively wide tolerance may lead to a loss of quality.
The choice of tolerance and the colorimetric index used depends on the final application: combining DE with DE2000 or CMC is currently the most accurate standard for most industries, as it corrects the perceptual non-uniformities of the CIELAB space and is recommended by the main ISO and CIE standards.
Acceptance thresholds may vary depending on the industry, material, lighting conditions, and customer requirements, and are generally defined in technical specifications or company quality standards.

Operational workflow
The operational workflow of color correction follows a precise sequence:
- measurement of the produced sample using a spectrophotometer,
- Delta E calculation compared to the approved standard,
- analysis of the deviation direction (e.g. too red, too dark, insufficient saturation) and finally calculation of the correction to be applied to the recipe.
Effective correction must also take into account the phenomenon of metamerism, to prevent the color from appearing compliant under one specific light source but not under other operating lighting conditions.
This process is always supported by formulation software that, starting from the measurement of the sample to be corrected, suggests the amount of corrective pigment to add in order to bring the batch back within tolerance. These software systems correlate the theoretical data (initial formulation) with the applied result (actual outcome).
Selective color correction is an advanced method in which adjustments are made to specific chromatic channels (hue, saturation, or brightness) without altering the others.
In industrial applications, this approach is useful when the deviation is one-dimensional; for example, when a fabric appears too yellow compared to the standard while all other parameters remain correct. This allows targeted intervention while reducing the risk of introducing new color imbalances.
In colorimetric terms, this type of intervention corresponds to a targeted adjustment of the a* and b* components in the CIELAB space, which respectively represent the green-red and blue-yellow axes.
Tools, apps, and software for Color Correction
The tools used for color correction differ from those used in formulation because of their function: while formulation starts from scratch to build a recipe, correction intervenes on an already measured product to reduce an existing deviation.
The distinction is not only conceptual, but is also reflected in the functionality of the tools used.
For quality control and verification of color matching, the spectrophotometer remains the central instrument.
In production, portable or benchtop models are typically used to quickly measure samples and compare them with the database of approved standards.
ColorWorkDesk offers spectrophotometric solutions suitable both for laboratory use and for integration into inline quality control workflows, with data management software capable of storing measurement histories, monitoring process drift, and generating compliance reports for customers or certifications.
At software level, color management systems allow users to:
- Manage approved color standard databases and tolerance settings for each customer or product,
- Automatically compare sample measurements with targets by calculating Delta E according to different algorithms (CIE76, CMC, CIEDE2000),
- Generate compliance and non-compliance reports for quality documentation,
- Integrate measurement data with company ERP systems for batch traceability.
For actual correction, formulation software includes shade correction functions that, starting from the measurement of the out-of-spec sample, calculate the minimum amount of corrective pigment to be added in order to return within tolerances, while also considering the economic impact of the intervention.
In contexts where response speed is critical, such as continuous textile fiber production or inline industrial coating, in-process measurement solutions (in-line spectrophotometers) are available that acquire real-time data directly from the moving product, enabling immediate corrections without stopping production.
Color accuracy and production quality
Color mixing and color correction are not isolated operations, but interconnected phases of a continuous industrial process that starts with the definition of the color standard and ends with verification of the finished product.
In industrial production contexts, where batch consistency, waste reduction, and compliance with customer specifications are non-negotiable objectives, the quality of these processes depends heavily on the precision of measurement instruments, the robustness of formulation software, and expertise in managing color data.
Adopting professional tools, from spectrophotometers to color management software, means transforming color from a random variable into a controlled parameter, reducing the risk of costly rework and improving market competitiveness.
For companies operating in industries where color is a contractual requirement, investing in the right instruments and expertise is a strategic choice, not just a technical one.
FAQ
What is the difference between color management and color correction?
Color management is a system of processes and tools that ensures color consistency throughout the entire production chain, from standard definition to final verification. Color correction is a specific intervention carried out when a measured sample falls outside the established tolerances: the deviation (Delta E) is analyzed, its direction identified, and the recipe or process is modified to return within specifications.
What is selective color correction?
Selective color correction consists of intervening on one or more specific chromatic parameters — hue, saturation, or brightness — without altering the others. In industrial applications, it is useful when the deviation is one-dimensional: for example, when a coating appears too green while maintaining correct balance and brightness. Selective intervention reduces the risk of introducing new imbalances into the shade during correction.
How is the accuracy of color correction measured in industrial applications?
Accuracy is measured through Delta E (ΔE), calculated in the CIELAB color space between the corrected sample and the approved standard. The most widely used algorithm today is DE2000, recommended by the CIE for its greater correspondence with human visual perception. Tolerances vary by industry: Delta E < 0.5 is required in high-precision applications such as automotive or cosmetics, while values up to 2.0 are acceptable in many other industrial sectors.
Subscribe to newsletter
You might be interested

Colour Analysis in the Textile Sector: technologies and Industrial Applications
Colour Analysis is a scientific discipline that focuses on objectively ...
The Densitometer in ink control: measurement, operation, and applications in industrial printing
The ability to accurately measure ink behavior during the printing ...

Colour Spectrophotometry: reading colour through light
Colour Spectrophotometry is today one of the most reliable and ...

ColorWorkDesk: The Innovative Software for Colour and Paint Management
The colourimetry sector, increasingly influenced by digital innovations, required a ...

Color Attributes: Hue, Chroma and Lightness in Industrial quality control
When a company decides to establish a color standard for ...
Ask for a free consultation
Our experts will contact you to show you a demo of our products
